

超⾳波探傷試験の⽬的
超音波探傷試験=UT(Ultrasonic Testing)は、超音波の反射を利用して試験体内部のきずを検出する非破壊検査手法です。
試験体を傷めずに、鋼構造物の部材や溶接部の内部など目に見えない部分のきずや割れを見つけ出すために用いられます。
ビル建設や橋梁の耐震補強工事などに伴って行われることが多いですが、古い建造物の部材や溶接部の状態を調べるために行われるケースもあります。
1970〜80年代には、設計図面上は完全溶け込み溶接であるところを隅肉溶接で済ませるといった手抜きが多く見られ、溶接欠陥による危険性が指摘されてきました。
超音波探傷試験を用いれば、完全溶け込み溶接であるか、隅肉溶接であるかを調べることも可能です。
超⾳波探傷試験の概要
| 検査⽅法 | パルス反射法 試験体の表⾯に探触⼦を密着させ、試験体内部に超⾳波のパルスを発振し、きずから反射して戻ってきた超⾳波(エコー)を検出することにより、きずの⼤きさ及びきずまでの距離を推定する検査⽅法です。   |
| 装置 | デジタル超⾳波探傷器 パルス発振器、探触⼦、受信器、表⽰部で構成される装置を⽤います。  |
| 検査対象 | 鋼構造物の部材や溶接部の内部のきず、割れ |
| わかること | きずの有無、位置、⼤きさ、形状、評価 |
| 測定範囲 | 1〜14,500mm (UI−25) |
| 検査が難しい試験体 |
|
超⾳波探傷試験のメリット
放射線透過試験(放射線を利⽤して試験体内部を可視化する⾮破壊検査)との⽐較において、超⾳波探傷試験には下記のようなメリットがあります。
- 音波なので人体に影響がなく安全
- 管理区域(立ち入り禁止区域)が不要
- 装置がコンパクトで手軽に検査できる
- きずの深さ位置・きずの高さ(長さ)も推定できる
- T継手、十字継手の検査も可能
- 超音波の進行方向に垂直な割れや融合不良などの面状欠陥が検出しやすい
※ブローホールのような体積⽋陥、球状⽋陥の検出精度は放射線透過試験が優れます。
超⾳波探傷試験の仕組み
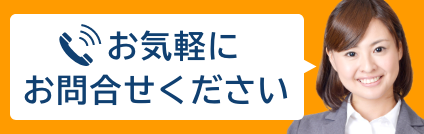
超⾳波探傷器は、パルス発振器、探触⼦、受信器、表⽰部の4つで構成されています。
パルス発振器:超⾳波の源となる電気信号を発⽣
探触子:超音波を送受信するセンサー。パルス発振器から発せられた電気信号を超音波へ変換し、試験体へ伝播
受信器:探触子が受信した超音波を再び電気信号へ変換
表示部:受信器で変換された電気信号を波形としてモニター画面に表示
事前に装置本体にて必要な設定を行います。
試験体に接触媒質(超音波を効率よく伝達させるための液体)を塗布します。
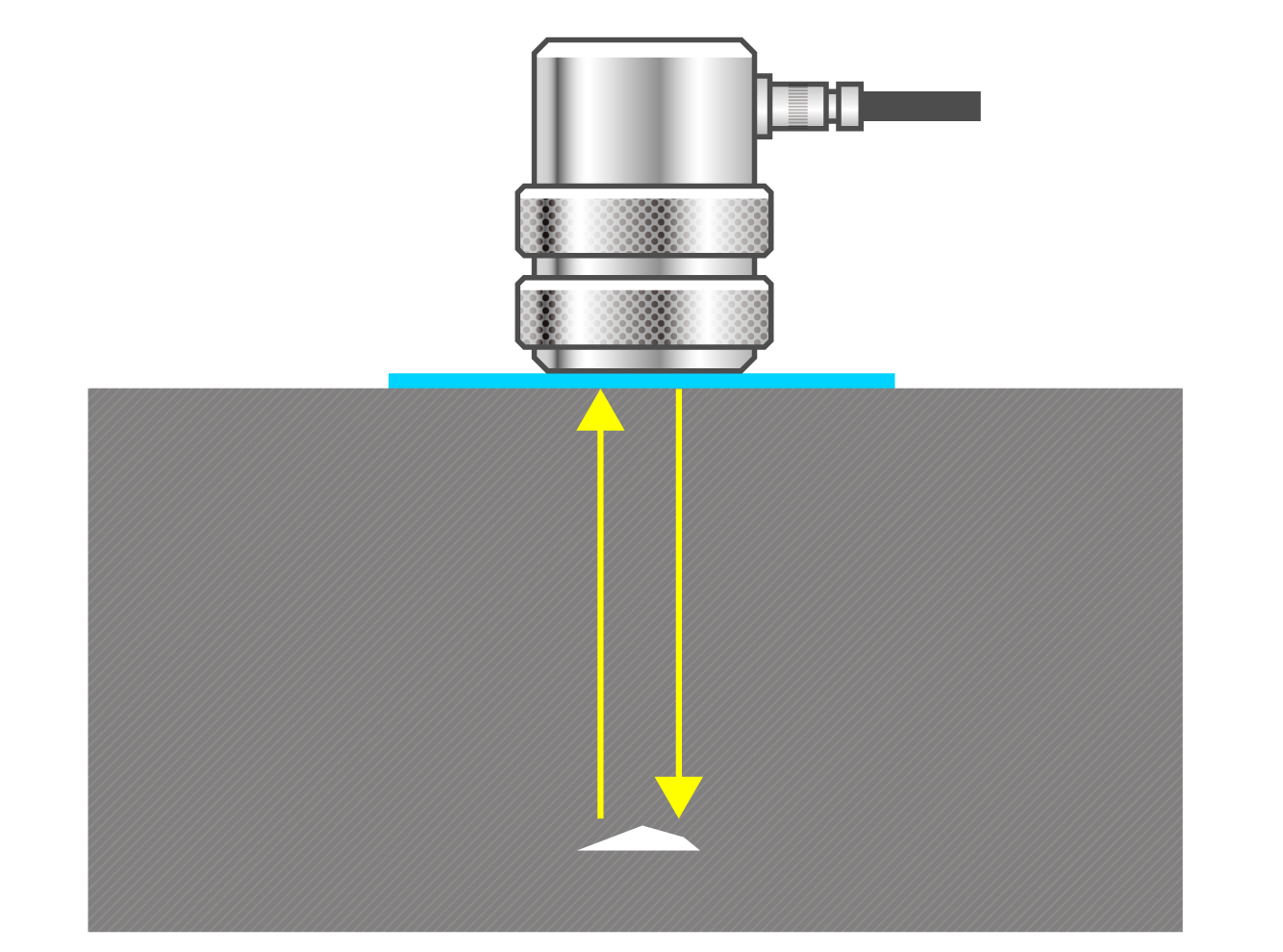
探触⼦を試験体に当てて超⾳波を発⽣すると、超⾳波は試験体の内部を伝播します。
超音波の進行方向にきずがなければ、超音波は底面で反射し、エコー(反射波)として探触子に戻ってきます。
途中にきずがあれば超音波はきずに反射し、底面からのエコーの前に、きずからのエコーが戻ってきます。
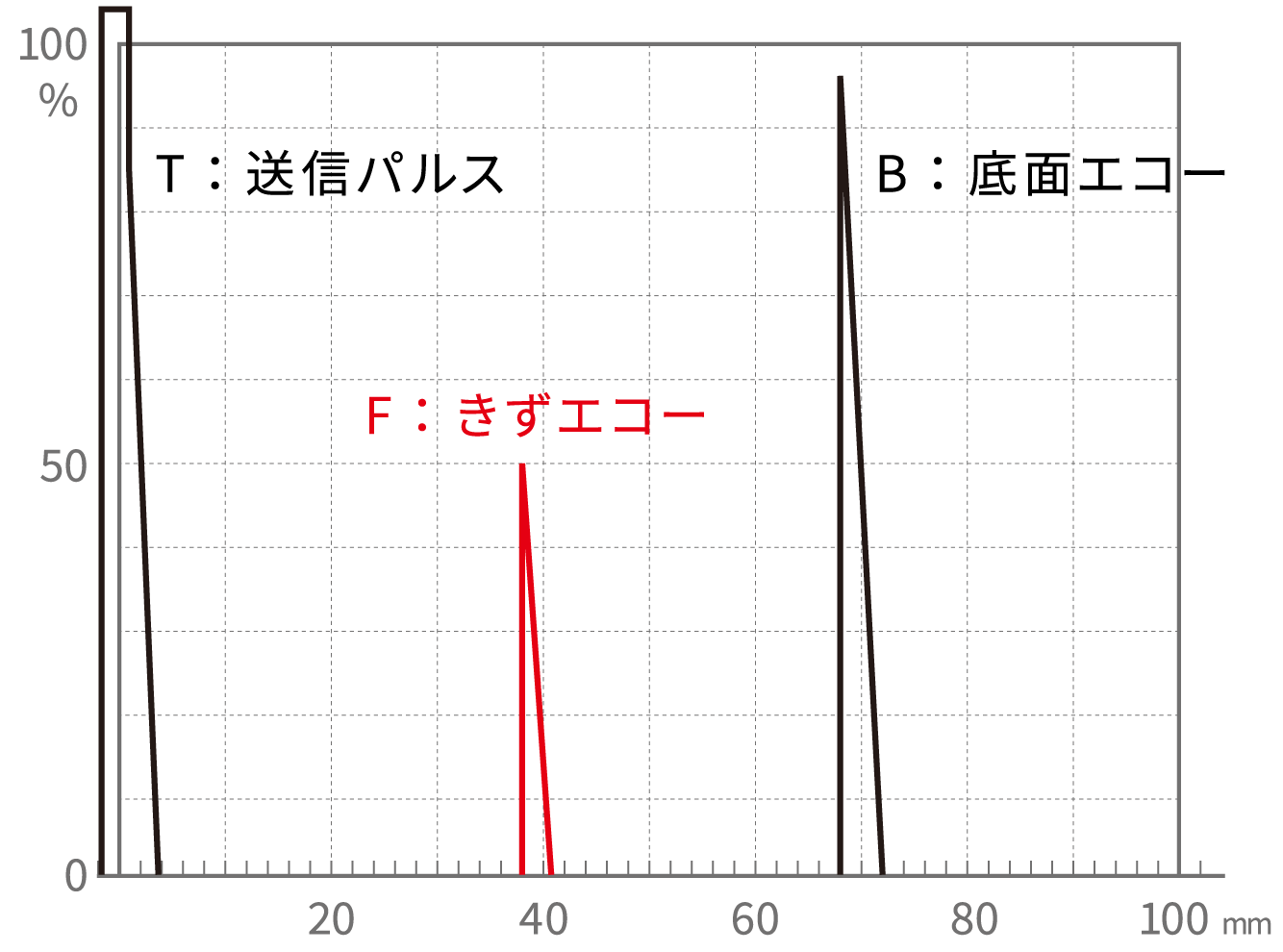
エコーは全て超音波探傷器のモニターに波形として表示されます。表示された波形から「きずの大きさ」と「きずまでの距離」などを推定します。
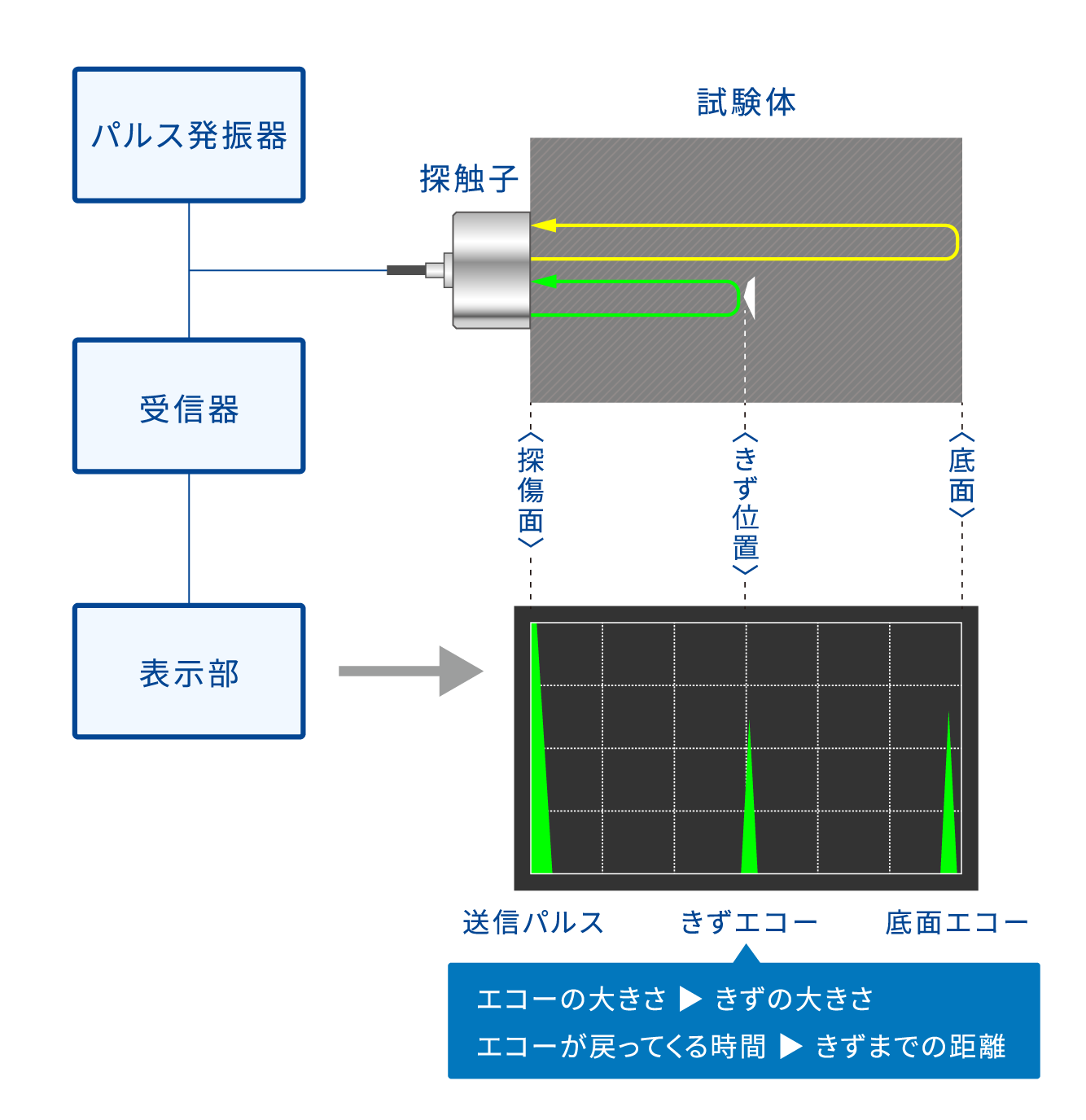
きずエコーが⾼いほど、きずが⼤きい
エコーの反射面積が大きい(=きずが大きい)ほど、きずエコーの高さが高く表示されます。
ただし、超音波は伝播する距離に比例して減衰するため、探触子からの距離も考慮してきずエコーの高さを評価する必要があります。
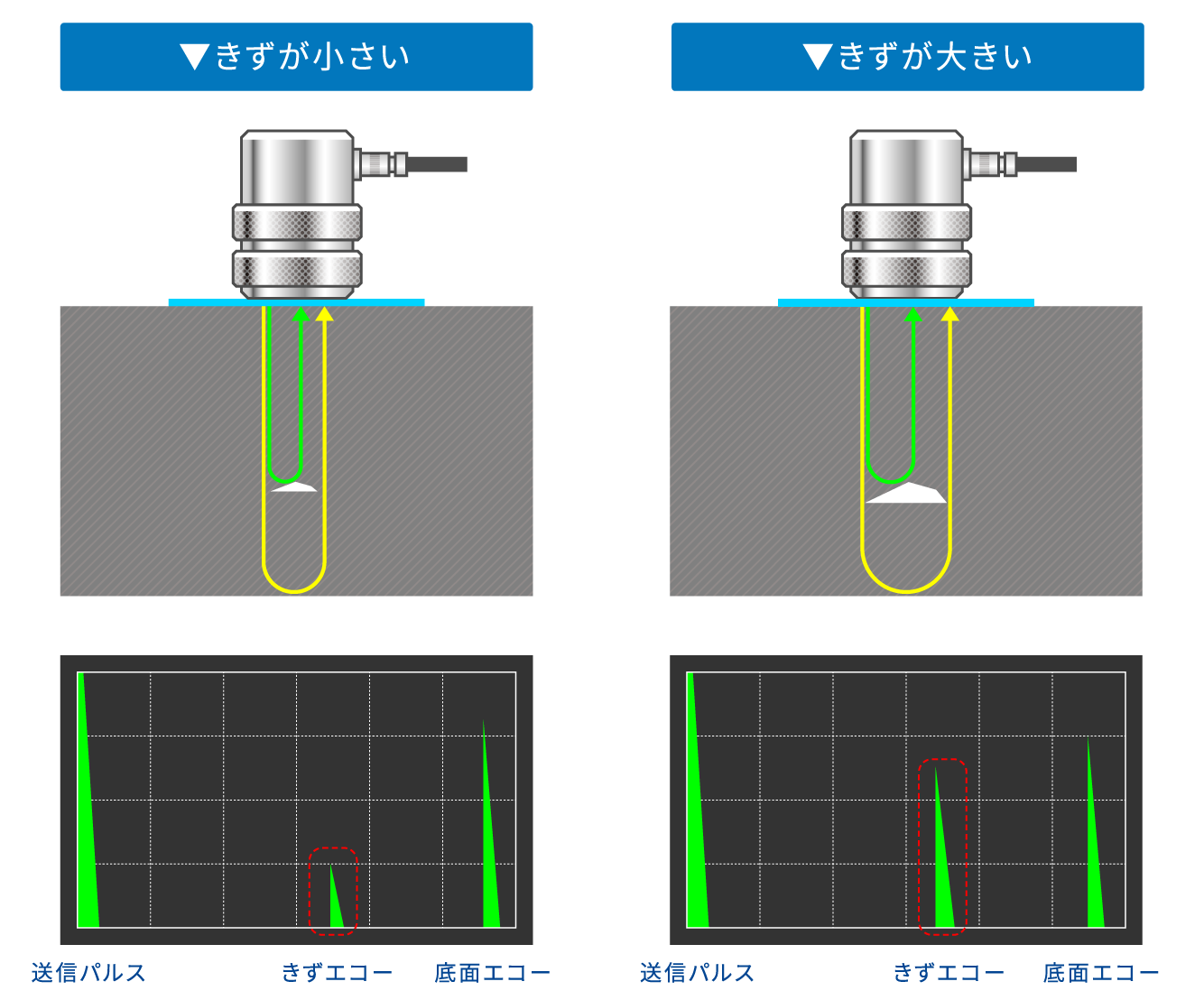
きずエコーの表⽰が底⾯エコーに近いほど、きずまでの距離が⻑い
探触子が当たっている試験体表面からきずまでの距離は、X軸(横軸)の位置によって把握することができます。
モニター画面の左側に近いほどきずまでの距離が近く、右側に近いほどきずまでの距離が遠いということになります。
垂直探傷法と斜角探傷法
超音波探傷試験には、垂直探傷法と斜角探傷法の2種類があります。
※前出の「仕組み」の図解・説明は垂直探傷法のものです。
垂直探傷法:探触⼦から垂直⽅向にあるきずを検出
垂直探触子を用いて、試験体の真上から垂直に超音波(縦波)を入射し探傷します。
平らな面に適しているため、主に鋼板等の検査に用います。
ちなみに、垂直探触子はアンカーボルトやロックボルトの長さ測定にも用います。
斜⾓探傷法:探触⼦から斜め⽅向にあるきずを検出
斜角探触子を用いて、超音波(横波)を斜めに入射し探傷します。
溶接部の余盛りなどの凸凹を避けて板厚貫通方向のきずを検出することができるため、主に溶接部の検査に用います。
垂直探傷法と異なり、きずがなければ底面エコーは受信されません。
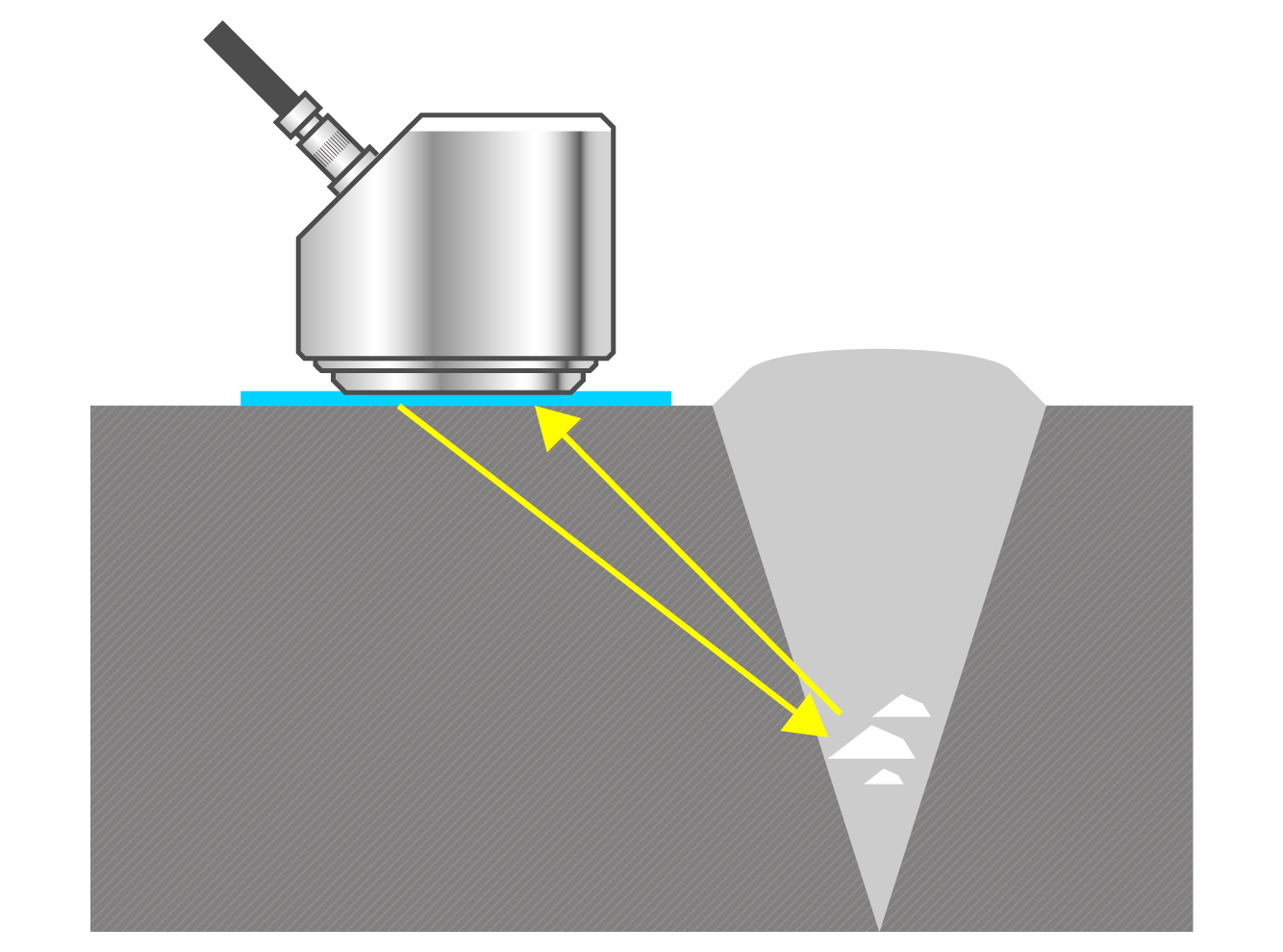
溶接部の検査では全溶接断面に超音波を当てることが重要となります。
斜角探傷法には「1回反射法」と「直射法」があり、併用することで広い範囲を検査することができます。
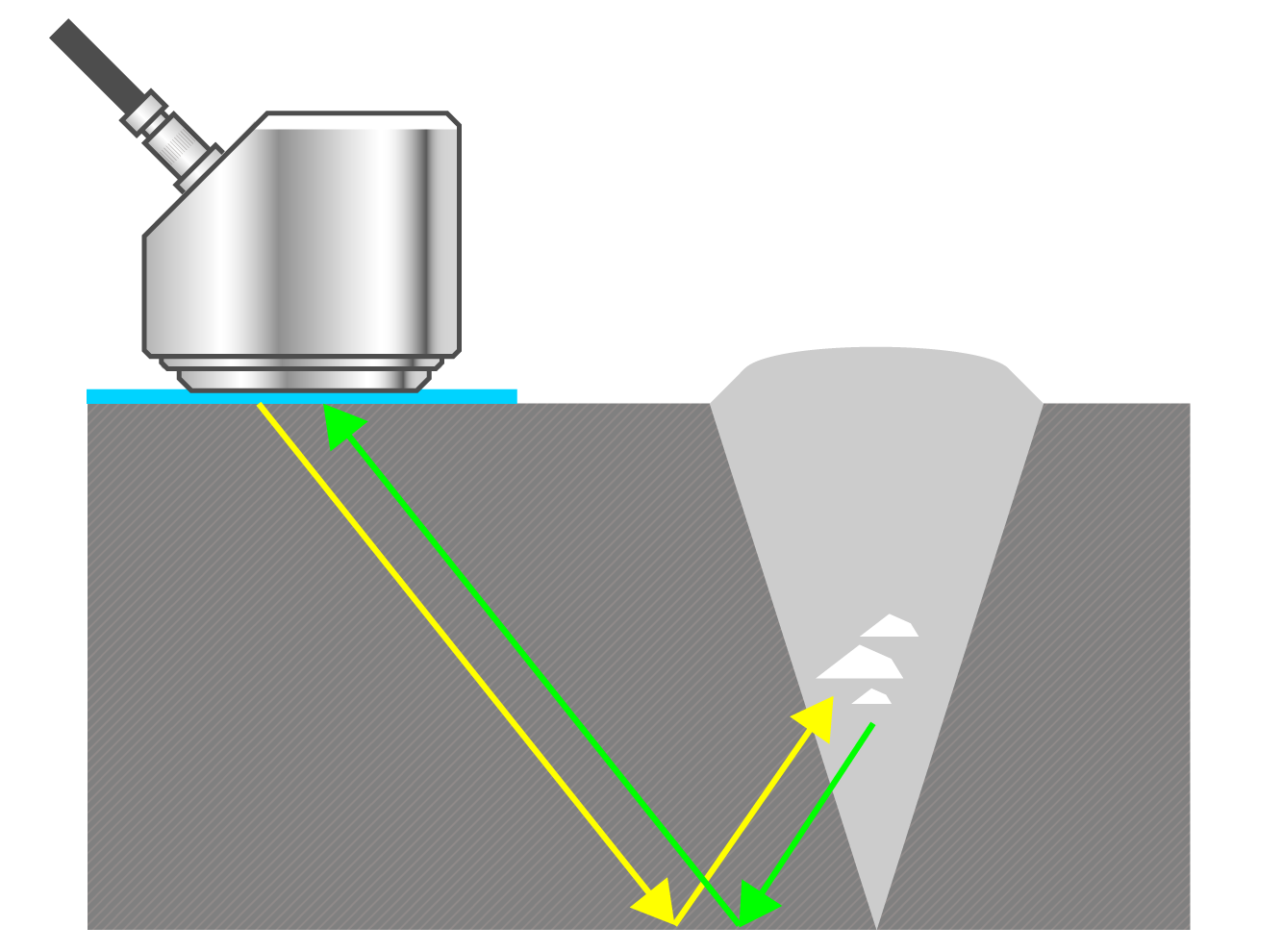
超⾳波を底⾯に反射させて溶接部に当てる
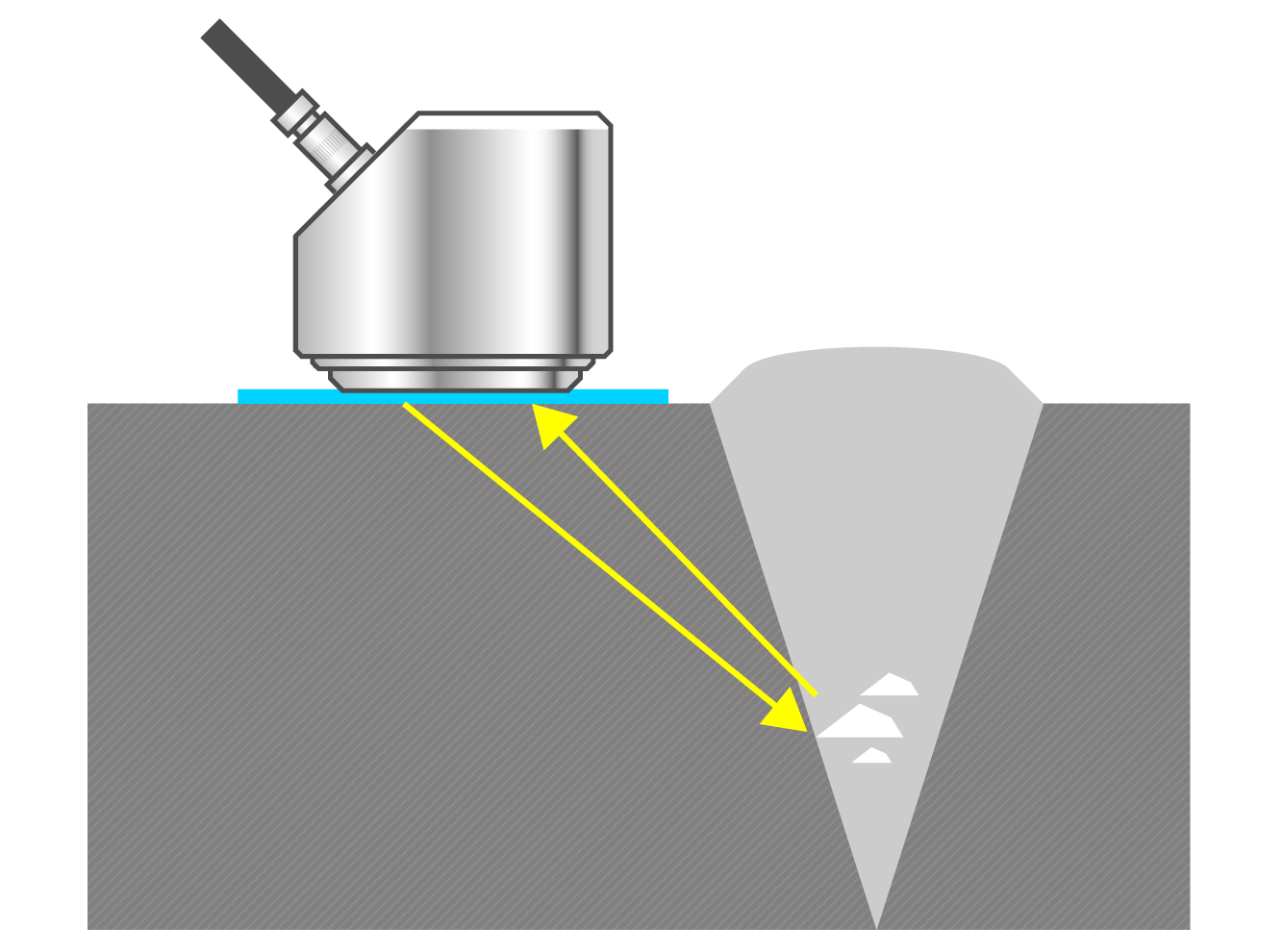
超音波を直接溶接部に当てる
また、板厚が40mmを超える場合は、超音波の減衰によって適正な検査が困難となるため、70度の探触子と45度の探触子を併用し、1回反射法にて検査します。
斜角探触子の走査方法
斜角探傷では、さまざまな探触子の動かし方(走査方法)があり、必要に応じて組み合わせます。
◆ジグザグ走査
きずの見落としがないよう、基本的にジグザグ走査にて探傷します。
きずが検出された場合は、下記の走査を行います。
◆⾸振り⾛査、振り⼦⾛査、左右⾛査、前後⾛査
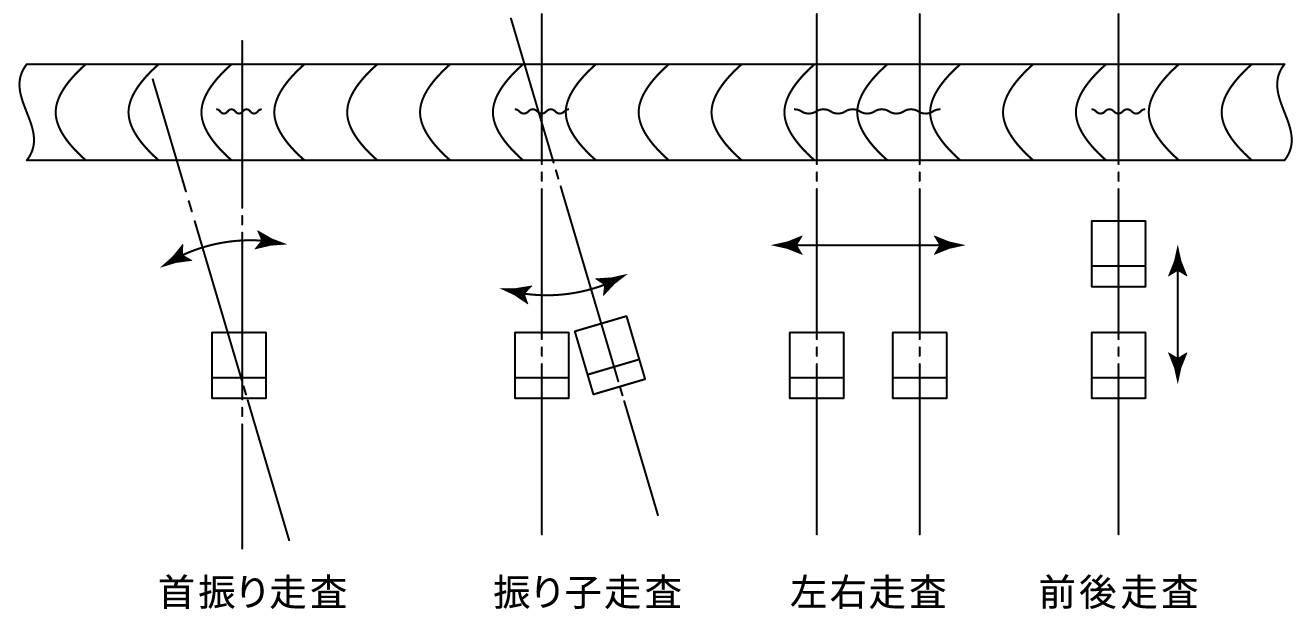
首振り走査、振り子走査は、きずの方向性及び形状を推定するため必要に応じて行います。
左右走査、前後走査は、検出したきずエコーの最大値を見出すため、及びきずの位置と大きさを測定するために行います。
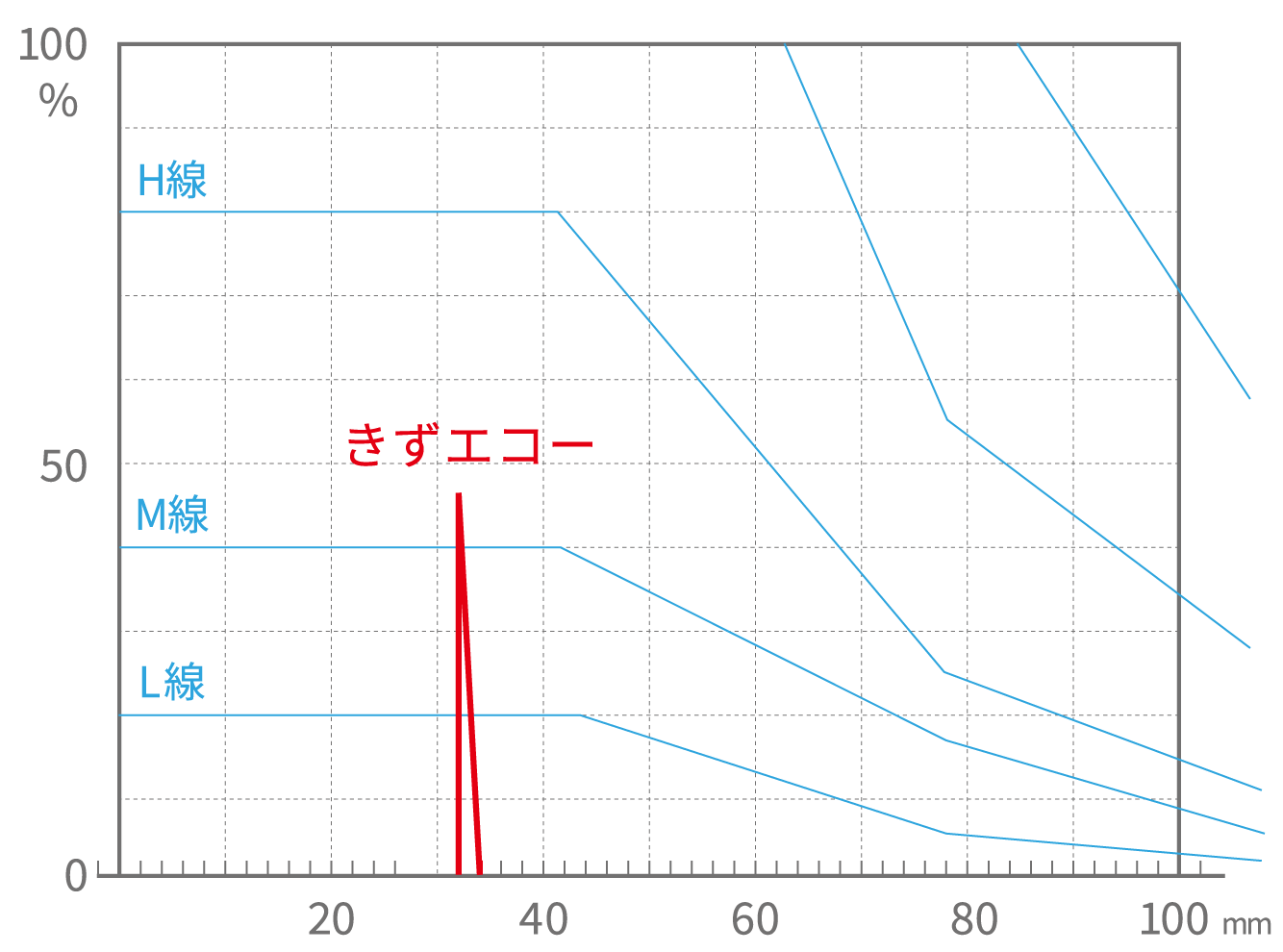
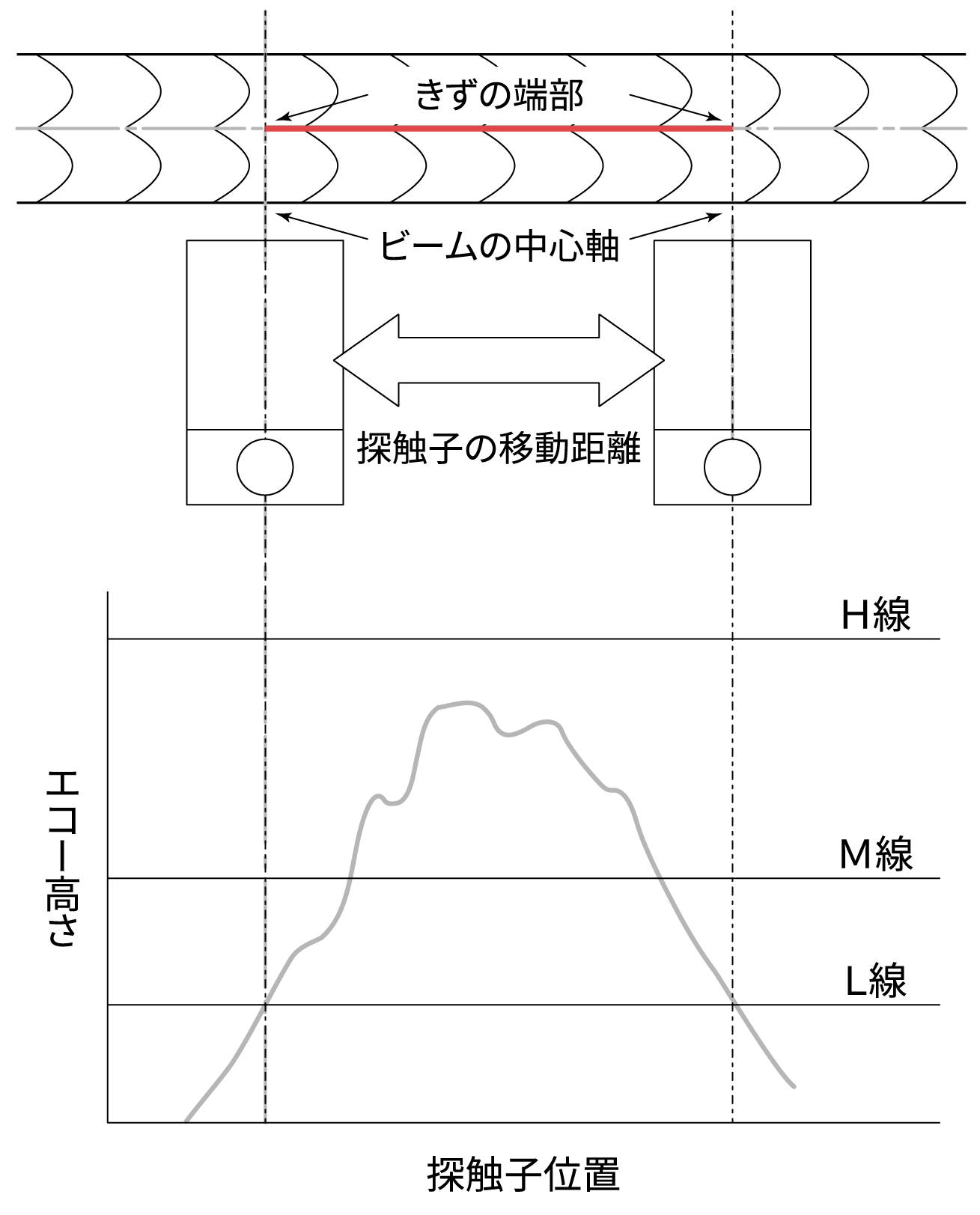
きずの指示長さ(1mm単位)は、最大エコー高さを示す探触子溶接部距離において、左右走行し、エコー高さがL線を超える探触子の移動距離とします。
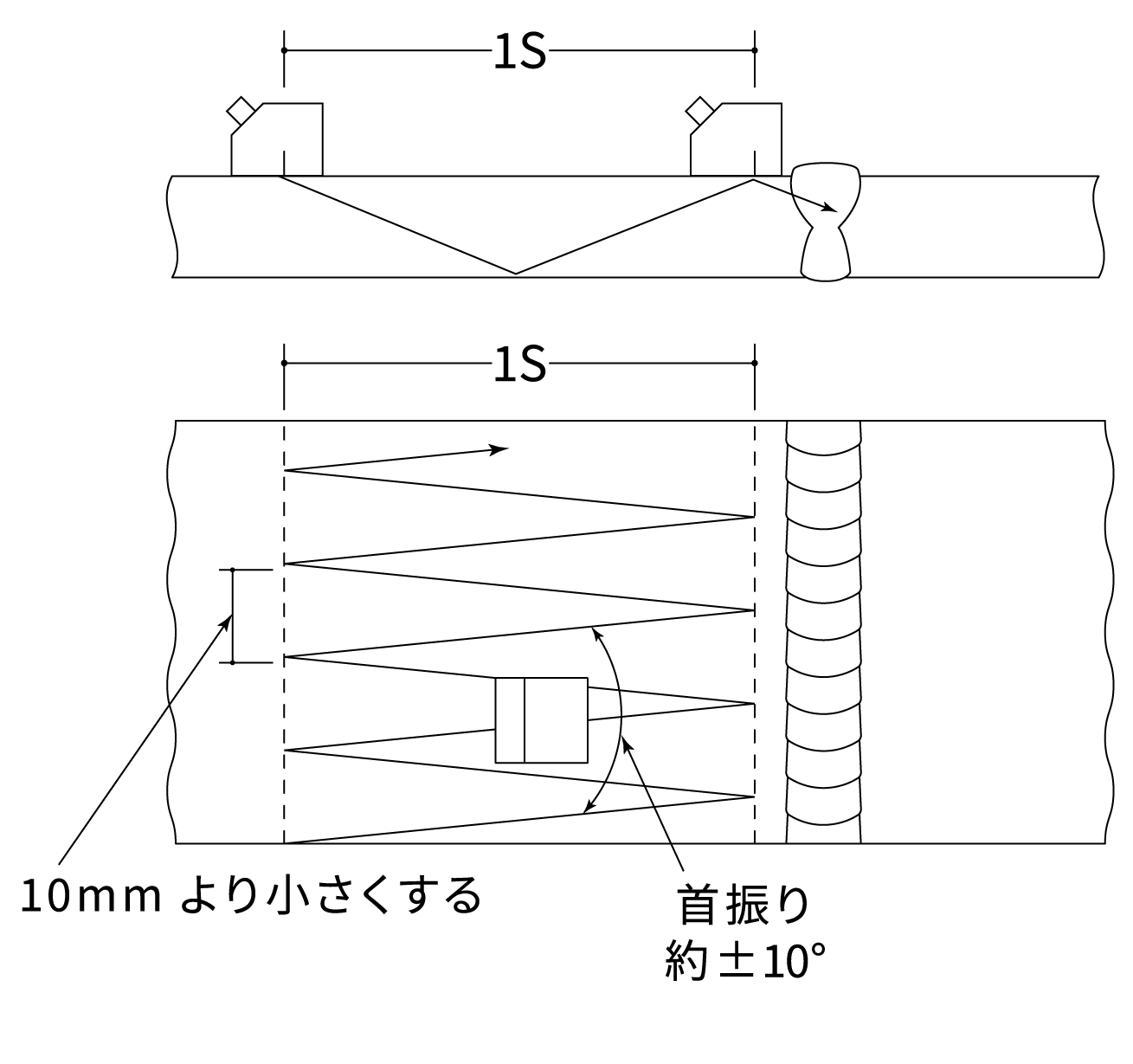
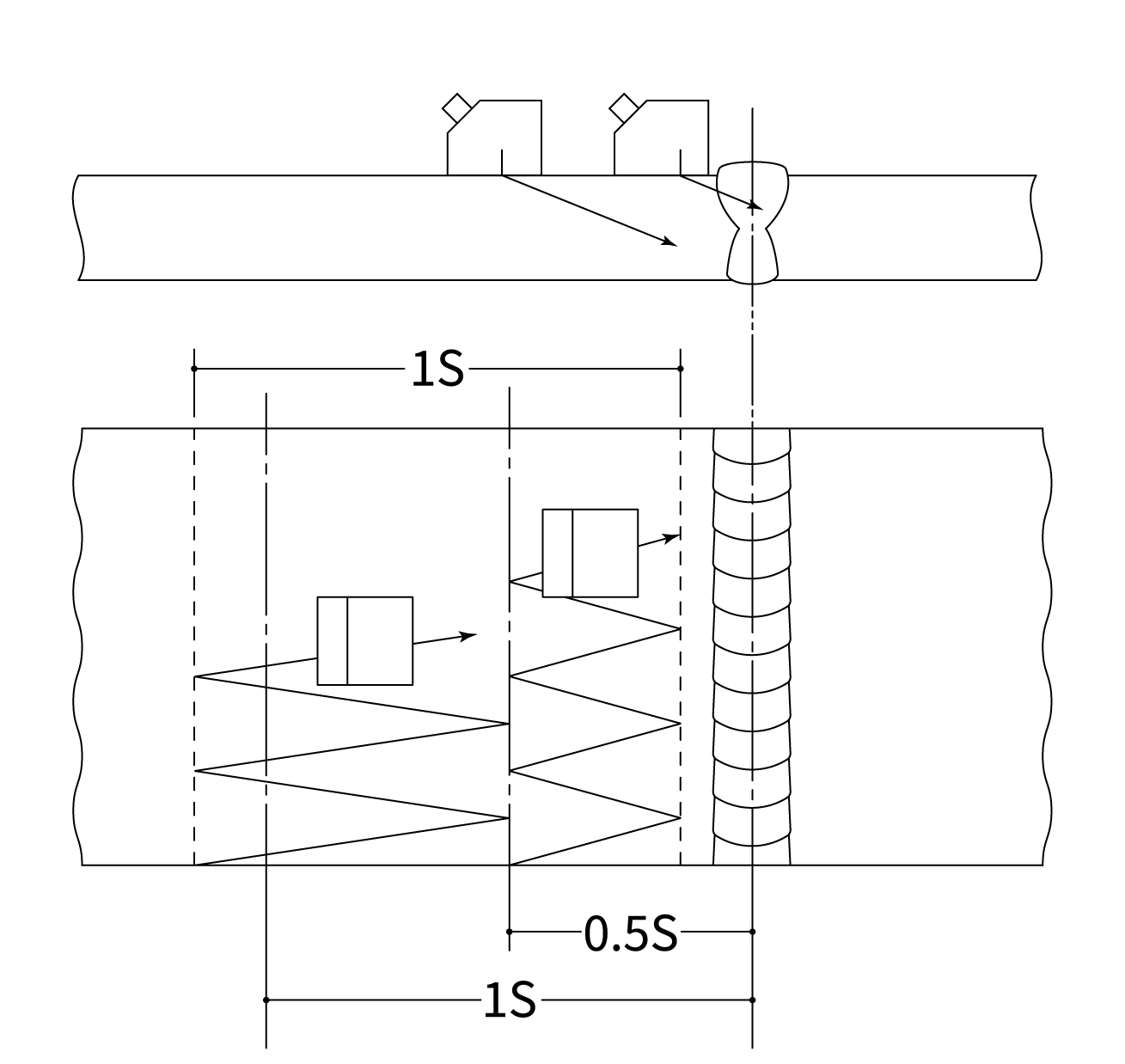
◆横⽅⾛査、縦⽅⾛査
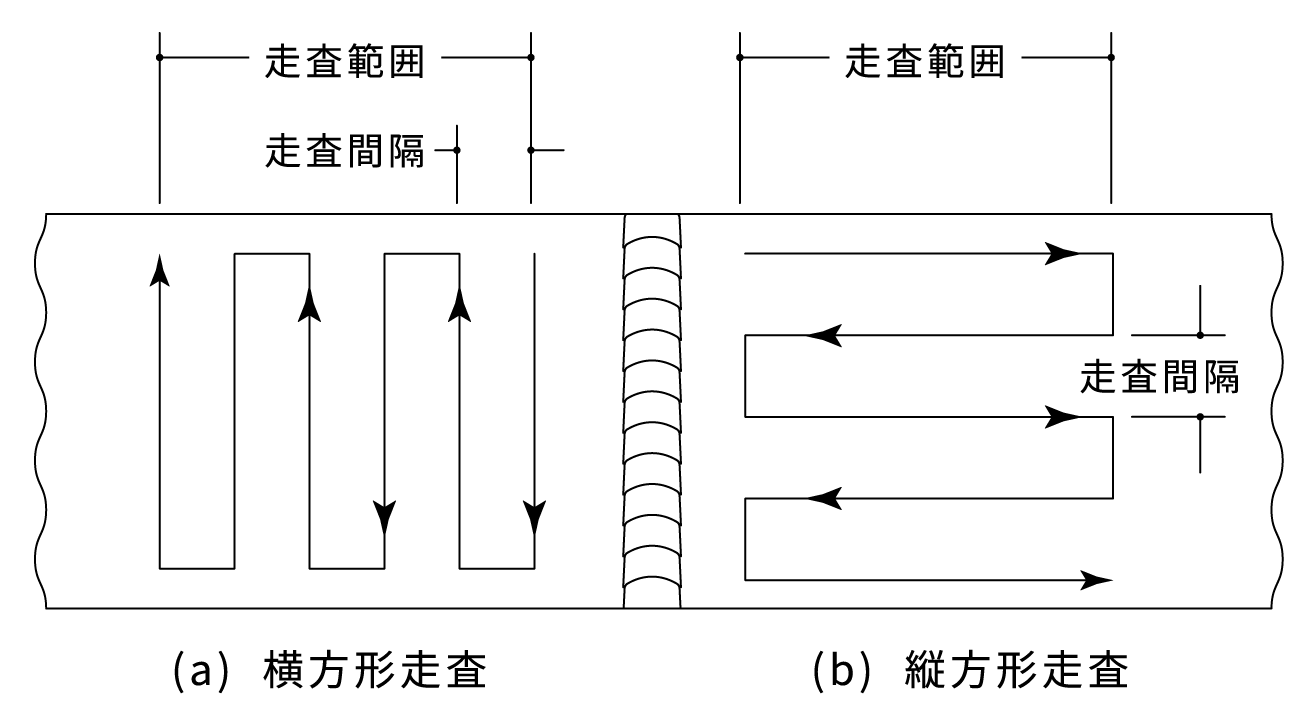
溶接部の全断面を探傷するために、それぞれ規定の間隔にて走査します。



